Dieser Prozess besteht aus zwei Schritten:
- das Auswuchten der „Turboladerwelle“;
- um dieselbe Welle zusammen mit den Teilen der Verdichterrad- und Rotorgruppe auszugleichen.
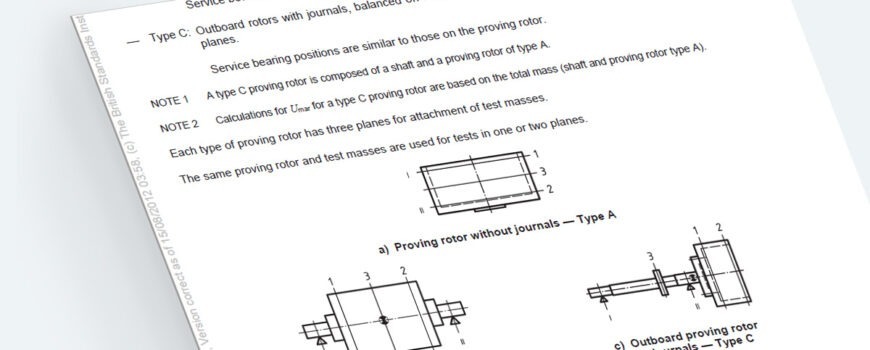
Die Korrekturebenen im ersten Auswuchtschritt und im zweiten Auswuchtschritt sind durch römische Ziffern gekennzeichnet.
Beachten Sie, dass einige preisgünstige Maschinen den zweiten Schritt technisch einfach nicht ausführen können. Das liegt daran, dass sich der Schwerpunkt im zweiten Schritt rechts außerhalb der Stützen befindet. Außerdem befinden sich die Korrekturebenen links außerhalb der Stützen. Der BVI-03-10T wurde speziell entwickelt, um dieses Problem zu lösen.


Vorbereitung
Reinigung
Bevor mit dem Auswuchten bei niedriger Drehzahl begonnen wird, wird eine kleine Vorbereitung durchgeführt, die darin besteht, die auszuwuchtenden Teile zu reinigen und eine Kontrastmarkierung auf der Oberfläche der „Turbinenradschaufel“ anzubringen. Darüber hinaus wird die „Turboladerwelle“ gewogen, wenn der Maschinenführer die zulässige Restunwucht des Rotors nicht kennt. Um das Auswuchtsystem einzustellen, benötigen Sie Informationen über das Gewicht der „Welle“ und die Durchmesser des „Turbinenrads“.
Bevor Sie die Maschine einstellen, müssen Sie zunächst die Prismenauflageflächen, auf denen die „Turboladerwelle“ montiert wird, für das Auswuchten vorbereiten. Zu diesem Zweck sollten die Lagerflächen gereinigt werden. Falls es Anzeichen von Verschleiß gibt, sollten diese mit einem Papiermesser oder einem normalen Messer entfernt werden. Je besser das Prisma auf der Oberfläche sitzt, desto weniger Auswuchtfehler wird es geben. Es ist wichtig zu beachten, dass sich in der Kontaktfläche zwischen den Rotorzapfen und den Prismen keine Schleifpartikel befinden dürfen. Dies kann zu Verschleiß an den Lagerflächen der Welle führen.
Einrichten der Maschine
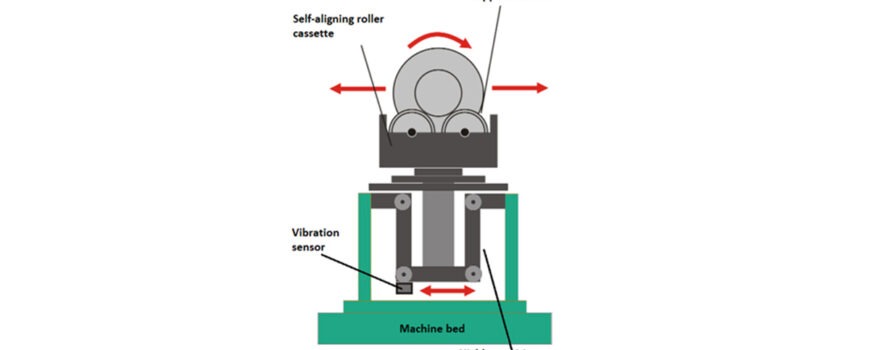
Beim Einrichten des Geräts müssen Sie die Position der Stützen im Verhältnis zum Bett einstellen und die Höhe der Prismen justieren. Außerdem müssen Sie den „Geschwindigkeitssensor“ auf die gewünschte Position im Verhältnis zu den Kontrastmarkierungen auf der Oberfläche der Welle einstellen. Es ist auch wichtig, die Spannkraft des Riemens richtig einzustellen. Er überträgt die Drehbewegung vom Maschinenmotor auf das Werkstück. In diesem Fall ist es notwendig, die „goldene Mitte“ zu bestimmen, um die Möglichkeit eines Riemenschlupfes und einer Überspannung auszuschließen, denn in diesem Fall treten Fehler auf, die die Qualität des Auswuchtens beeinträchtigen.
Die Höheneinstellung des Prismas wird bei installiertem und in Bewegung befindlichem Rotor vorgenommen. In diesem Fall ist es möglich, den Rotor zu zentrieren, wobei die aerodynamischen Eigenschaften des auszuwuchtenden Produkts berücksichtigt werden. Um diesen Vorgang zu erleichtern, muss der Bediener die Hände frei haben. Aus diesem Grund kann das Starten und Stoppen der Motordrehung nicht nur über die Tasten auf dem Bedienfeld erfolgen. Sondern auch über das mitgelieferte Fußpedal.
Einrichten des Ausgleichssystems
Laufende Tests
Der erste Schritt bei der Einrichtung des Auswuchtsystems ist die Eingabe der Masse des Rotors und des Testgewichts. Danach geben Sie die Radien ein, in denen der Rotor auf den Ausgleichsebenen positioniert werden soll. Diese Informationen werden von der Berechnungseinheit verwendet, um die Größe und Position der unausgeglichenen Rotormasse zu berechnen.
Es sind drei Testläufe des Rotors erforderlich, um das Auswuchtsystem einzustellen.
- Der erste Start erfolgt ohne Testgewicht. Normalerweise wird zu diesem Zeitpunkt die Drehzahl der Turboladerwelle eingestellt. Außerdem empfängt die Recheneinheit primäre Informationen von den Schwingungssensoren und dem Drehzahlsensor. Außerdem vergleicht sie diese Informationen mit denen, die bei den folgenden zwei Starts empfangen werden. Mithilfe komplexer Algorithmen kann die Recheneinheit die Masse und die Position der Unwucht berechnen.
- Ein zweiter Start wird mit einem Testgewicht durchgeführt, das (in einem zuvor festgelegten Radius) am Punkt „0“ der ersten Korrekturebene angebracht wird. Der Punkt, an dem das Gewicht platziert wird, ist der Ursprung der Koordinaten für die Bestimmung der Unwuchtwinkelposition.
- Der dritte Start erfolgt schließlich auf die gleiche Weise wie der zweite Start. Mit dem Unterschied, dass das „Testgewicht“ nur auf der zweiten Korrekturebene in der gleichen Winkelposition platziert wird. Der Radius der Last kann unterschiedlich sein. Nach der Kalibrierung des Auswuchtsystems muss das „Testgewicht“ von der Oberfläche des Rotors entfernt werden.
Das Auswuchtverfahren „Turboladerwelle“ besteht aus dem Abtragen von Material in den beiden Ausgleichsebenen auf der Grundlage der Messwerte der „Berechnungseinheit“. Auf diese Weise erhält der Maschinenbediener genaue Informationen über die Winkelposition und den Betrag der Unwucht.
Nach der Montage
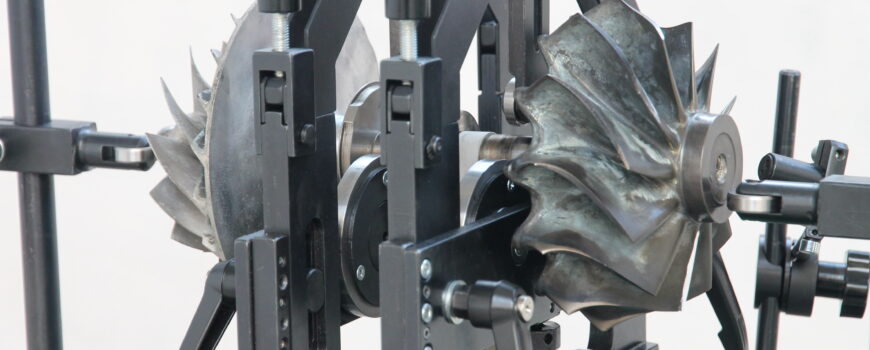
Der zweite Auswuchtschritt erfolgt, nachdem die Teile der Turboladerwelle und der Rotorgruppe zusammengebaut wurden. Die Welle, das Turbinenrad, die Labyrinthdichtungsbuchse und die Mutter, die die Baugruppe zusammenhält, sind alle Teil der Rotorgruppe. Das Auswuchten erfolgt auf die gleiche Weise wie beim Auswuchten der Turboladerwelle. In diesem Fall wird jedoch nur das Verdichterrad ausgewuchtet. Denn die Turboladerwelle wurde bereits im vorherigen Schritt ausgewuchtet. Zu diesem Zeitpunkt wird kein Metall von der Welle entfernt. Und alles notwendige Metall wird vom Verdichterrad entfernt.
Bitte beachten Sie auch, dass beim Entfernen von Metall nichts von den Oberflächen der Klingen abgesägt werden darf. Sie dürfen auch nicht gekürzt oder die Form eines oder mehrerer Blätter verändert werden. Die Klingen selbst dürfen während des Auswuchtvorgangs bei niedriger Geschwindigkeit in keiner Weise gesägt werden. Dies kann dazu führen, dass die angrenzenden Teile der Schaufel abreißen und den Turbolader zerstören.
Das Auswuchten bei niedriger Drehzahl gilt erst dann als abgeschlossen, wenn die Restunwucht des Rotors auf die zulässigen Grenzen reduziert wurde. Alle Teile der Rotorgruppe werden dann markiert, um sich die Winkelposition aller Elemente in Bezug auf die „Turboladerwelle“ zu merken. So können Sie beim Einbau in das Gehäuse sicher sein, dass Sie alles entsprechend der Markierungen montieren.